- Yeni

Model uçaklar, dronlar gibi alanlarda hafif 3
D baskı ürünlerine ihtiyaç duyan kullanıcılar için özel olarak geliştirilmiştir. COSPLAY.At 210-270°C civarında, bu malzeme baskı sırasında köpürmeye başlar, hacmi yaklaşık 1,2 kat arttırır ve hafif parçaların basılması için baskı ekstrüzyon hızı %45'e düşürülebilir.Köpürme hacmi oranı %220'dir, aynı hacim normal PLA'dan daha hafiftir, bu da 1 rulo PLA-LW'NİN 2.2 rulo PLA olarak kullanılabileceği anlamına gelir.Daha hafif kanat yükü, 0.54 g/cm3 kadar düşük yoğunluk, daha düşük durma hızı, daha yüksek model uçak performansı.Mükemmel ara katman mukavemeti, düşme direnci, onarımı kolaydır.Boyaması kolay, güçlü yüzey boyası yapışması.Önlemler1. İlk kat hız ayarı gerçek baskı hızı, gerçek baskı hızı Yüzde 100'e ayarlamak için, ilk katman, küçük alanda baskı hızı azaltma fonksiyonu kapatmak ile tutarlı olduğunu unutmayın, ilk katman ekstruzyon oranı gibi 270 derece ilk katman ekstruzyon oranı %45 olarak Ayarlayın gibi gerçek köpük ekstruzyon oranı ile tutarlı; eğer alt tabakaya yapışma çok güçlü ise, yazdırırken alt vana ayarlayabilirsiniz.2. Yazıcının maksimum çalışma sıcaklığına dikkat edin.Çoğu Teflon tüp yazıcı 250 derecenin üzerinde uzun süre çalışamaz.Bu sıcaklığın üzerinde uzun süreli baskı yapılması tıkanmalara neden olabilir.Sıcaklık 250 dereceyi aşarsa, baskı için metal hortumlar gibi yüksek sıcaklıklı yazıcılar gerekir.3. Yüksek sıcaklıkta köpürmeden sonra basılı parçaların sararması, baskı sıcaklığını düşürerek hafifletilebilen normal bir olgudur.4. Hafif PLA, yüksek sıcaklık nozulunun erime odasında köpürmeye devam edeceğinden, geri çekilme temelde çalışmaz ve Zaman ve mekanda yazdırmak normal bir olgudur ve çizimin model üzerindeki etkisini azaltmak için aeromodel çizimlerini vazo modunda yazdırmak normal bir olgudur.5. Köpürme oranı sıcaklık, baskı hızı, nozul erime boşluğu boyutu ile ilgilidir, model tasarım duvar kalınlığını kendi baskı durumunuza göre karşılaştırmaya dikkat edin, ekstrüzyon hızını, sıcaklığı, hızı ve diğer parametreleri ayarlayın.Alt plaka sıcaklığı : 45-60
Degree
C/hayır ısıtma-Baskı hızı : 40-80 mm/s Köpük baskı sıcaklığı : (270
Degree
C) 210-270
Degree
C-köpük Maksimum sıcaklık : (270
Degree
C) 270
Degree
C-Maksimum köpük oranı : Yüzde 122-en Az ekstruzyon oranı : Yüzde 45 210
Degree
C 190-270
Degree
C-Unfoamed baskı sıcaklık : 190 baskı veri-Önerilen baskı sıcaklık : - - -.
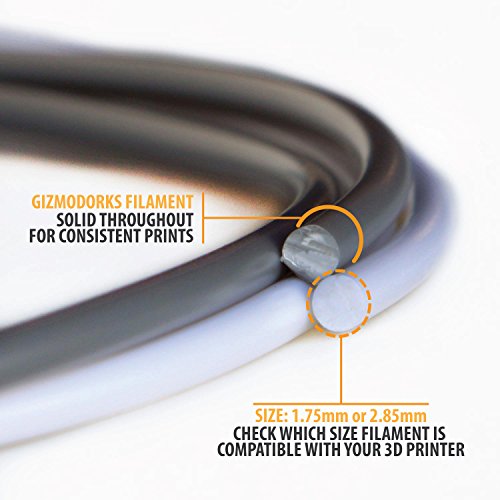
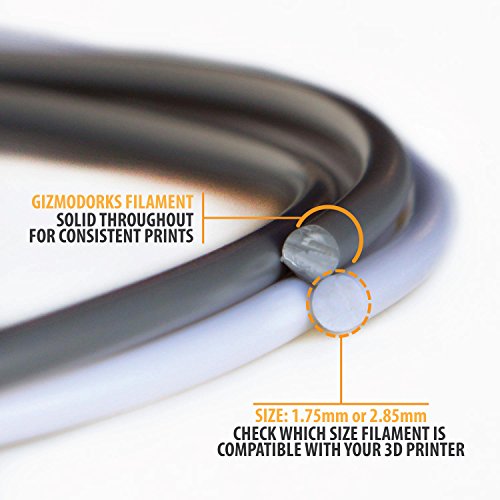
0 5 kg (yaklaşık 1 10 kilo ) makara 1 75mm filament çapı (boyutsal doğruluk + / 0 05mm).Önerilen ekstrüzyon / nozul sıcaklığı 190°c 200°c (374°f 392°f).İnce parlaklık v
3 D Yazıcı PLA Filament.Üstün Kaliteli Pürüzsüz 1 KG (yaklaşık 2.20 lbs) Makara 1.75 mm Çap 3 D Yazıcı Filament.Baskı Sıcaklığı 180 ° C210°C (356°F 410°F) 3 D Yazıcı
Çapı kullanımı ve kullanımı basit olan 1.75 mm'dir %1020 polyester filamenti daha parlak hale getirir.Yüksek kalite ve mükemmel işleme, 3 D yazıcı için iyi aksesuarlar.Filamentli
Ağır işler ve demetleme için idealdir.Paletleri sabitlemek için kullanılır.Fiberglas takviyeli.Yapışkan sentetik kauçuk / reçine.Bu 4.0 mil yardımcı sınıf Şeffaf fiberglas
Üretici garantisi geçerli olmayabilir.Yüksek darbe direncini eşit derecede olağanüstü bir esneklikle birleştirir ve aynı zamanda odourless.It ihmal edilebilir bozulma ve büzülmeye
【Hassas Mat PLA】Mükemmel mat baskılı yüzeye sahip e SUN Mat PLA, daha iyi baskı etkisine sahiptir ve normal PLA'dan belirgin katman çizgilerine sahip değildir.Kırılması kolay d
【Tokluk Arttırılmış PLA Filamentler】 PLA filamentler, inanılmaz baskı kolaylığı, optimize edilmiş baskı kalitesi, düşük büzülme ile yüksek saflık ve mükemmel katman
ABS, 3d'de en çok kullanılan filament tiplerinden biridir printing.It yüksek gerilme mukavemetine ve genel olarak iyi toughness.It düşük yoğunluğa sahiptir ve PLA'dan daha yumuşakt�
【Güçlü ve Dayanıklı ABS Filamentleri】 SÜNLÜ premium ABS filamentleri, yaygın olarak kullanılan ABS'den, güçlü bir termoplastik malzemeden yapılmıştır—ısıya karşı
Yoğunluk : 1.25 g / cm3.Önerilen Baskı Sıcaklığı : 180230°C Çekme Verimi : 55 Mpa (GB / T10401992).Eğilme Dayanımı : 1355 Kg / cm3.Eğilme Modülü : 4500 Mpa.Bakire sınıft
YÜKSEK baskı KALİTESİ : Tutarlı besleme ve yumuşatma sağlamak için minimum tolerans ve düşük çözgü.Tıkanma yok, kabarcık yok , olağanüstü bir yüzey kaplamasına sahip ve
1.75 mm çap, 1kg net ağırlık, PLA Filament.Filament Yuvarlaklığı : + / 0,07 mm Filament Çapı : + / 0,05 mm.Önerilen Baskı Sıcaklığı : yazıcı modeline bağlı olarak 20
Baskı sıcaklığı : Parça ve yazıcı tipine bağlı olarak 255°C 300°C.Baskı hızları : 30 mm / sn idealdir, 60 veya 80 mm / sn'ye kadar çıkabilir.Kullanımda hava geçirmez şek
Renkler : Herhangi bir baskının en önemli faktörlerinden biri renge iner 3 D renkler cesur ve canlıdır.Parlak primerleri ve nüanslı tonları parlak, dokulu, ışıltılı, şeffaf ve
【Yüksek Kaliteli PLA Filamentleri】 Voxelab 3 D baskı filamenti pürüzsüz bir yüzeye, Karışmaya,sıkışmaya,deformasyona sahip değildir, pla'mız daha yüksek tokluğa sahip fonk
Geliştirilmiş baskı kalitesi, güvenilirlik ve daha uzun filament raf ömrü için test edilen YENİ MALZEME formülasyonu.DREMEL DİGİLAB PLA filamenti bitki bazlıdır.Dremel Digi Lab
Bakire sınıftan (ham beyaz peletler) yapılmış yüksek kaliteli 3 D filamentler serimiz.Üretilen iyice sıkı kurallar altında test mümkün olan en iyi sonuçları vermek için.Size d
Filament Çapı : 1.75 mm Filament Ağırlığı : 2.2 lb (1 KG).Uyumlu Flashforge Yazıcılar : Creator Max, Creator Pro, Creator 3, Guider 2 ve Guider 2 S 1.75 mm çapında filamentle bask
Filament Çapı : 1.75 mm Filament Ağırlığı : 2.2 lb (1 KG).Uyumlu Flashforge Yazıcılar : Creator Max, Creator Pro, Creator 3, Guider 2 ve Guider 2 S 1.75 mm çapında filamentle bask
Yüksek Kalite : Yüksek doğruluğu garanti etmek için sıkı üretim standardı.Yüksek performanslı çevre dostu, kabarcık yok, sıkışma yok, çizim yok.Yüksek Uyumluluk : Çok Renk
Gerçekten esnek (performansı elde etmek için dolgu veya katman manipülasyonu gerekmez) % 660 uzama, aşınma veya çatlama olmadan tekrarlanan hareket ve darbelere izin verir.Mükemmel t
Baskı sıcaklığı : Parça ve yazıcı tipine bağlı olarak 255°C 300°C.Baskı hızları : 30 mm / sn idealdir, 60 veya 80 mm / sn'ye kadar çıkabilir.Kullanımda hava geçirmez şek
Çapı kullanımı ve kullanımı basit olan 1.75 mm'dir.Filamentli pla'nın taşlama, parlatma, kesme, enjeksiyon ve boyama gibi işlenmesi kolaydır.Yüksek kaliteli malzemeden yapılmış
Yüksek Uyumluluk Çoğu FDM 3 D Yazıcıyla mükemmel uyumludur.Sorunsuz BaskıNozulu veya ekstrüderin tıkanmasına gerek kalmadan sorunsuz ve sürekli besleme yapın.İpek Gibi Hissediy
PCL çevre dostu bir malzemedir,biyolojik olarak parçalanabilir,toksik değildir, kokusuzdur, çocuklar için güvenlidir.Sadece 140°F'de düşük erime noktasına sahip PCL filament,ABS v
İpek PLA filament ile basılmış model kesinlikle çene bırakıyor!Sanat ve zanaat projeleri, heykeller ve benzersiz, ipeksi bir görünümden yararlanabilecek diğer 3 B basılı nesnele